SELECTED WORK
Illustrative engagements
These anonymised project summaries describe the kinds of robotics integration and systems-integration work we deliver for mid-market manufacturing and warehousing clients in Ontario. No client names, logos, or performance metrics are published — outcomes vary with floor conditions, operator practices, and production mix. Figures and timelines are representative, not promises.
MANUFACTURING
Ontario manufacturer — line-flow rebalance
A mid-size Ontario manufacturer running three shifts on a mixed-model assembly line found that upstream buffering collapsed every night when a manual inspection station fell behind. Perception on an existing cobot cell was tuned for day-shift lighting but misclassified parts under sodium fixtures, starving the downstream palletiser.
RoboFlux rebuilt the computer vision pipeline with sensor fusion — adding a structured-light depth check alongside the colour camera — and rebalanced buffer sizes in the PLC logic governing inter-station handshakes. Motion planning parameters were adjusted for the highest-variance SKU, and operators received human-in-the-loop recovery training for perception-confidence drops.
The engagement ran twelve weeks from feasibility through validated production, including functional safety review against ISO/TS 15066 cobot guidelines. We do not publish throughput percentages; the client's internal operations team tracks ongoing performance against their own baselines.
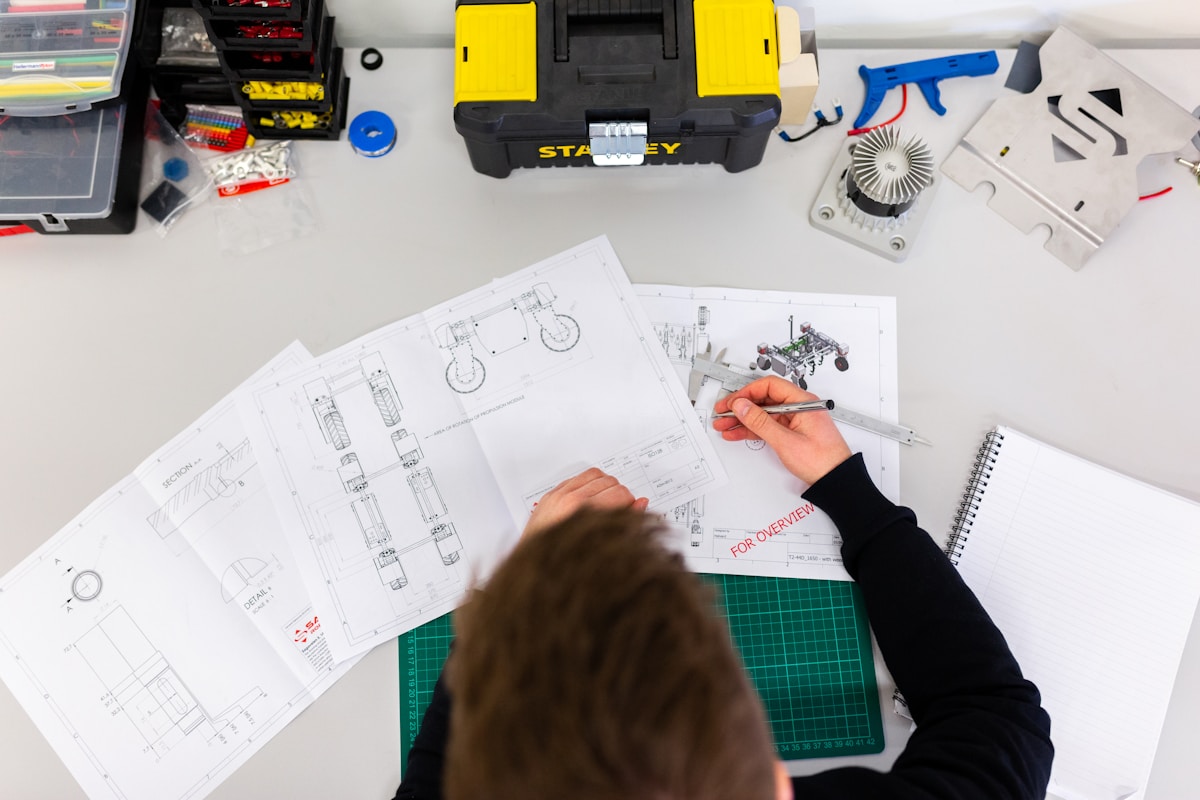
Line-flow mapping — buffers sized against real shift data

Client briefing — feasibility before hardware purchase
WAREHOUSING
Warehouse — vision-guided sortation pilot
A regional warehousing operator needed to route mixed-SKU totes from receiving to zone pick faces without adding barcode scan stations at every divert point. The feasibility study at our Toronto office evaluated camera placement, conveyor speed limits, and the SLAM map requirements for a small AMR fleet sharing aisles with forklift traffic.
We deployed a vision-guided sortation pilot: edge AI classifiers identified tote contents from exterior labelling and wear patterns, triggering PLC-controlled diverters. AMR routing was integrated with the existing WMS through a ROS bridge, with human pick stations retaining override authority at every decision point. CSA-informed safety review covered speed-and-separation zones around active AMR paths.
Pilot scope was intentionally limited — one receiving lane and two zone destinations — so the operator could evaluate fit before scaling. Structured test campaigns ran across two shift patterns before the internal logistics team assumed day-to-day tuning under retainer support.
FOOD PROCESSING
Food plant — automation cell integration
A food processing facility required a new pick-and-place cell for variable-format packaging without shutting down adjacent washdown lines. The project combined automation cell design, PLC integration with existing CIP interlocks, and robot perception tuned for reflective film and condensation on package surfaces.
Our engineers commissioned the cell during a planned maintenance window, running hardware-in-the-loop tests at the Niagara Street lab beforehand against sample packaging supplied under NDA. Control systems wiring included stainless-compatible cabling routes, sanitary-rated enclosure placements, and the functional safety documentation the plant's quality team needed for internal audit — not third-party certification.
Integration bridged the robot controller, upstream filler PLC, and downstream case packer through an OPC-UA gateway. Operator runbooks covered human-in-the-loop procedures for format changeovers and perception re-calibration after deep-clean cycles.
Pre-commissioning — bench validation before site install

Cobot commissioning — collaborative zone tuning
AUTOMOTIVE SUPPLY
Automotive supplier — cobot deployment
A Tier-2 automotive supplier sought to offload repetitive fastening and visual inspection from a station that had become a hiring bottleneck. Rather than specifying hardware first, RoboFlux ran a two-week feasibility assessment measuring cycle-time variance, reach constraints, and the force-torque signatures that distinguish a seated fastener from a cross-threaded one.
The deployed cobot runs force-controlled insertion with computer vision verifying seat depth and thread presence. Motion planning sequences were optimised for the three highest-volume part families, with manual fallback stations preserved for low-volume prototype runs. PLC integration maintains the existing Andon system — new faults surface on the same HMI panels operators already monitor.
Safety validation followed ISO 10218 and ISO/TS 15066 guidance with the supplier's joint health-and-safety committee. We make no claims about headcount reduction or guaranteed cycle-time improvement; the supplier tracks operational metrics internally.
APPROACH
What these engagements share
Every project listed above followed the same engineering spine: feasibility first, hardware-in-the-loop validation at our Toronto lab where practical, on-site commissioning with client engineers present, and structured hand-off documentation. We are a robotics consultancy — not a vendor pushing a single OEM platform. Perception, motion planning, control systems, and PLC/ROS integration are scoped to the constraint that actually limits your line.
If your situation resembles one of these summaries, scope a conversation — we will ask about your parts, your shifts, and your existing control architecture before proposing anything.
Have a line that needs rebalancing?
Describe the cell, the buffer, or the perception gap. Our engineers respond within two business days.
Scope an integration project